
1-8 Materials for Gears and Heat Treatment
The materials herein described are generally used in Japan.
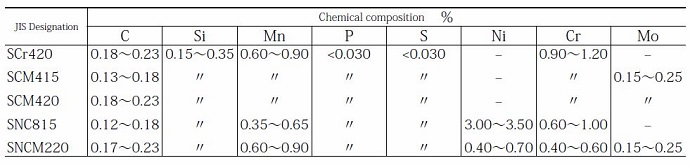
Case-hardening steel
The carbon content of case-hardening steel is low, usually about 0.15 to 0.20% . Case-hardening steel also contains Ni, Cr, Mo, Mn, etc. It is suitable for carburizing and quenching.
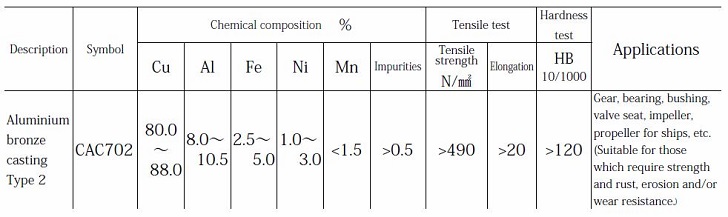
Aluminium bronze casting
Description : Aluminium bronze casting Type 2
Applications : Gear, bearing, bushing, valve seat, impeller, propeller for ships, etc. (Suitable for those which require strength and rust, erosion and/or wear resistance.)
Bronze casting
Description : Bronze continuous casting Type 6
Applications : Valve cock, machine parts etc. (Suitable for those which require pressure resistance, machinability and suitability to casting.)
Carbon steels for machine structural use
The most commonly used material. KHK mainly uses S45C. Suitable for high-frequency induction hardening.

Chromium molybdenum steel
Chromium molybdenum steel is thermal-refined and then hardened by high-frequency induction hardening.

Quenching
Quenching is a process to surface-harden tooth areas to increase their strength.
Cited here are two processes among others – (a) carburizing and quenching, and (b) high frequency induction hardening.
Carburizing and Quenching – The suitable material is SCM415 etc.
Carburizing – Quenching – Cleaning – Tempering – Shot blast – Testing/Inspecting
By heating low carbon steel in carbon gas atmosphere to high temperature and holding, carbon molecules are diffused into the surface making the material similar to S45C.
This, in turn, allows the surface to be hardened by quenching.
– Surface hardness……55 – 60HRC
– Depth of surface hardening……Approx. 1.0mm
(Use thicker depth as the load increases)
Features :
Carburizing and Quenching produces a hard, wear-resistant surface with progressively softer core which retain ductility.
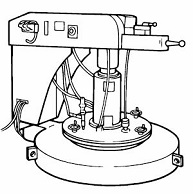
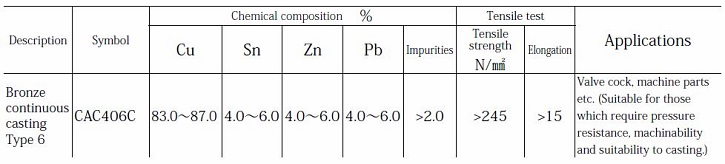
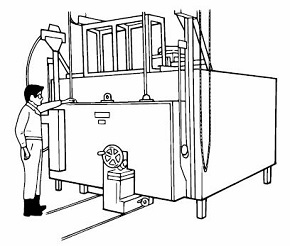
Left : Carburizing & quenching furnace
Right : Hardened layers
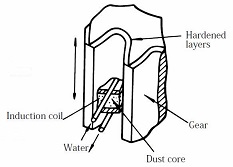
High-Frequency Induction Hardening – The suitable material – S45C, SCM440 etc.
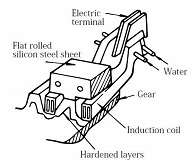
Left : One-shot entire perimeter hardening
Center : One-shot single tooth hardening
Right : Continuous hardening
Thermal refining – Hardening – Tempering
Features :
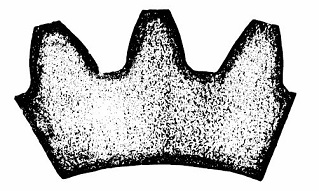
When heated with the induction coil, the steel is hardened. But the hardened area is limited to the surrounding area of the coil.
In order to reduce the chance of cracking, it is desirable to have material with low sulphur (S) and phosphorus (P) content and carbon content of less than 0.55%.
Various types of induction coils are used depending on the shape of the gear. Some experience is required to do this work as cracking and/or deformation are apt to happen.
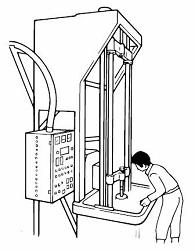
Left : Hardening apparatus
Right : Tempering furnace
Related links :
Hardened Gears
Gear Materials and Heat Treatments
Spur Gears
Gear Materials
Heat treatment of gears