
Gears are one of the basic elements used to transmit power and position. As designers, we desire them to meet various demands :
- Maximum power capability
- Minimum size
- Minimum noise (silent operation)
- Accurate rotation/position
To meet various levels of these demands requires appropriate degrees of gear accuracy. This involves several gear features.
7.1 Accuracy of Spur Gears and Helical Gears
Gear accuracy of spur gears and helical gears, is described in accordance with the following JIS standards.
JIS B 1702-1 : 1998 Cylindrical gears – ISO system of accuracy – Part 1:
Definitions and allowable values of deviations relevant to corresponding flanks of gear teeth. (This specification describes 13 grades of gear accuracy grouped from 0 through 12, – 0, the highest grade and 12, the lowest grade).
JIS B 1702-2 : 1998 Cylindrical gears – ISO system of accuracy – Part 2: Definitions and allowable values of deviations relevant to radial composite deviations and runout information (This specification consists of 9 grades of gear accuracy grouped from 4 through 12, – 4, the highest grade and 12, the lowest grade).
These new standards for gear accuracy differ from the former standards of JIS B 1702-1976 in various ways. For example, the gear accuracy used to be classified into nine grades (0 to 8) in the former standards. To distinguish new standards from old ones, each of the grades under the new standards has the prefix “N”.
(1) Single Pitch Deviation (fpt)
The deviation between actual measured pitch value between any adjacent tooth surface and theoretical circular pitch.
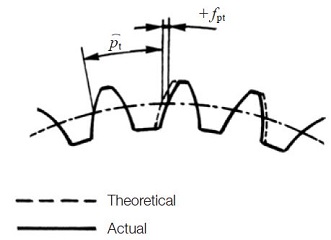
Fig.7.1 Single pitch deviation fpt
(2) Total Cumulative Pitch Deviation (Fp)
Difference between theoretical summation over any number of teeth interval, and summation of actual pitch measurement over the same interval.
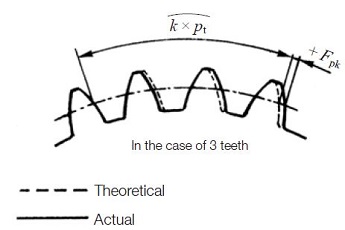
Fig.7.2 Total cumulative pitch deviation
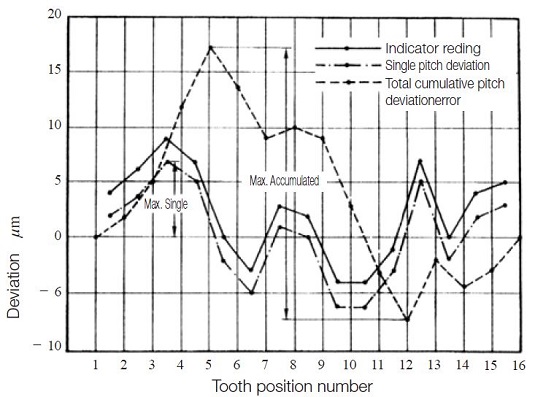
Fig.7.3 Examples of pitch deviation for a 15 tooth gear
(3) Total Profile Deviation (Fa)
Total profile deviation represents the distance (Fa) shown in Figure 7.4. Actual profile chart is lying in between upper design chart and lower design chart.
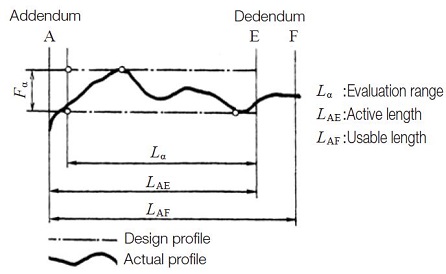
Fig.7.4 Total profile deviation Fα
(4) Total Helix Deviation (Fβ)
Total helix deviation represents the distance (Fβ) shown in Figure 7.5. The actual helix chart is lying in between upper helix chart and lower helix chart. Total helix deviation results in poor tooth contact, particularly concentrating contact to the tip area. Modifications, such as tooth crowning and end relief can alleviate this deviation to some degree.
Shown in Figure 7.6 is an example of a chart measuring total profile deviation and total helix deviation using a Zeiss UMS 550 tester.
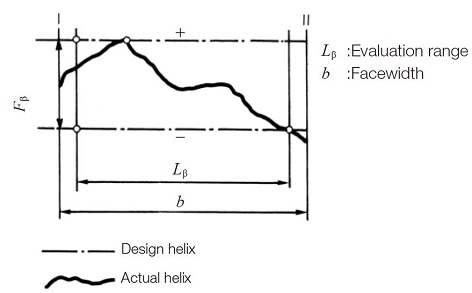
Fig.7.5 Total helix deviation Fβ
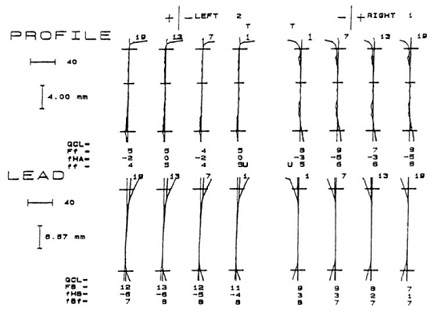
Fig.7.6 An example of a chart measuring total profile deviation and total helix deviation
(5) Total Radial Composite Deviation (Fi” )
Total radial composite deviation represents variation in center distance when product gear is rotated one revolution in tight mesh with a master gear.
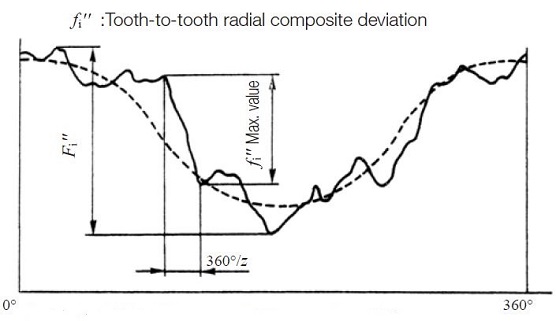
Fig.7.7 Chart of total radial composite deviation
(6) Runout Error of Gear Teeth (Fr )
Most often runout error is measured by indicating the position of a pin or ball inserted in each tooth space around the gear and taking the largest difference. Runout causes a number of problems, one of which is noise. The source of this error is most often insufficient accuracy and ruggedness of the cutting arbor and tooling system. And, therefore, it is very important to pay attention to these cutting arbor and tooling system to reduce runout error. Shown in Fig. 7.8 is the chart of runout. The values of runout includes eccentricity.
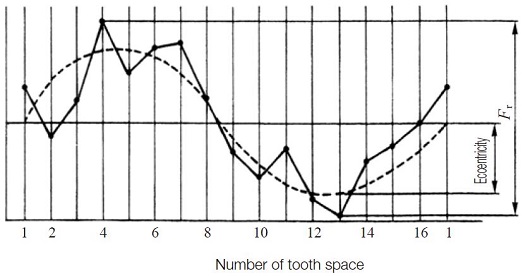
Fig. 7.8 Runout error of a 16-tooth gear
Please see page 620 to 625 in referring to the selected standard values for each allowable error.
7.2 Accuracy of Bevel Gears
JIS B 1704:1978 regulates the specification of a bevel gear’s accuracy. It also groups bevel gears into 9 grades, from 0 to 8.
There are 4 types of allowable errors:
- Single pitch error
- Pitch variation error
- Accumulative pitch error
- Runout error of teeth (pitch circle)
These are similar to the spur gear errors.
- Single pitch error
The deviation between actual measured pitch value between any adjacent teeth and the theoretical circular pitch at the mean cone distance. - Pitch variation error
Absolute pitch variation between any two adjacent teeth at the mean cone distance. - Accumulative pitch error
Difference between theoretical pitch sum of any teeth interval, and the summation of actual measured pitches for the same teeth interval at the mean cone distance. - Runout error of teeth
This is the maximum amount of tooth runout in the radial direction, measured by indicating a pin or ball placed between two teeth at the central cone distance.
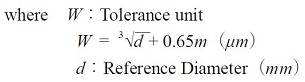
Table 7.1 presents equations for allowable values of these various errors.
Table 7.1 Equations for allowable single pitch error, Accumulative pitch error and pitch cone runout error (μm)
.jpg)
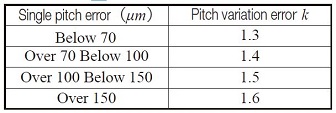
The allowable pitch variation error value is defined as; Single pitch error tolerance x k-value Table 7.2 shows the k-value. The k-value varies depending on the tolerance value of a single pitch error.
Table 7.2 k-values
Besides the above errors, there are seven specifications for bevel gear blank dimensions and angles, plus an eighth that concerns the cut gear set:
- The tolerance of the blank tip diameter and the crown to back surface distance.
- The tolerance of the outer cone angle of the gear blank.
- The tolerance of the cone surface runout of the gear blank.
- The tolerance of the side surface runout of the gear blank.
- The feeler gauze size to check the flatness of blank back surface.
- The tolerance of the shaft runout of the gear blank.
- The tolerance of the shaft bore dimension deviation of the gear blank.
- The tooth contact.
Item 8. relates to cutting of the two mating gears’ teeth. The tooth contact must be full and even across the profiles. This is an important criterion that supersedes all other blank requirements.
Please see page 722 to 723 in referring to selected date of each allowable error.
Related links :
齿轮精度
Gear Accuracy
Accuracy of Gears – Testing and Inspecting